This blog post discusses drilling holes in Polycarbonate sheet. It identifies many of the best [...]
All materials change dimension with temperature. Plastics, in this case polycarbonate, tend to expand and [...]
Cold Forming polycarbonate sheet is any forming formed below 300 F (149 C). Barrel vault [...]
This week we will continue our discussion on forming Polycarbonate sheet focusing on Low Temperature [...]
HighLine is able to offer a wide range of marine grade plastic sheets for both [...]
Here at Highline Polycarbonate we are committed to providing useful information in support of the [...]
Polycarbonate flammability is one of the most common reasons why companies phone us or read [...]
One of the most commonly known standards for plastics is the UL 94 standard. These [...]
This blog post will discuss the new technology of rail car window recycling. We will [...]
“A laser blocking polycarbonate sheet is a type of material designed to protect against the [...]
HighLine is pleased to launch a new Low Global Warming Potential Polycarbonate extruded sheet. The [...]
1 Comments
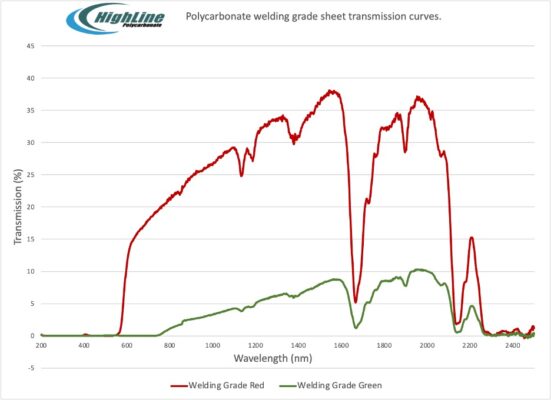
Welding grade specifications are application specific and are often misunderstood. HighLine Polycarbonate produces a welding [...]
Polyphenylsulfone (PPSU) sheet is an amorphous thermoplastic that has very high resistance to to heat. [...]
UHMW-PE is often used in applications where a low coefficient of friction is required. These [...]
HighLine is now able to offer a line of white color UHMW-PE sheets with ESD [...]
At HighLine we have developed some advanced Polycarbonate sheet to replace glass and acrylic as [...]
For many years Metallic finish polycarbonate sheet has been achieved by painting the surface or [...]
Chapter 26 of the International Building Code (IBC) addresses the use of plastics in building [...]
We recently wrote a post about how our welding grade polycarbonate was designed to meet [...]
Laser pointer protection is becoming an important issue. In many recent protests around the world, [...]
Over recent months there has been huge demand for protective screens for schools. This demand [...]
HighLine Polycarbonate has just released two polycarbonate sheet grades for welding screens specified to ISO [...]
Terrance wires is an ambitious United Kingdom public art project using LED Polycarbonate lighting. New [...]
Scratching polycarbonate Polycarbonate is a clear plastic material that is extremely strong and almost totally [...]
In previous articles we have looked at how using polycarbonate instead of acrylic for ice [...]
There are a number of different thermoplastic resins that are used to make sheet for [...]
When talking to people about the advantages of polycarbonate over acrylic for ice hockey spectator [...]
As we discussed in the first two posts of this series, polycarbonate has a number [...]
In the first part of this blog series we compared the flexibility of acrylic and [...]
The Mil-P-83310 Polycarbonate specification for sheet was written by the United States Air Force for [...]
As electronic displays are becoming more commonplace in new automobiles, and as these displays are [...]
Acrylic has replaced tempered glass at many hockey rinks for player and spectator safety reasons. [...]
With interest in reducing energy bills, there has been a lot of interest in polycarbonate [...]
HighLine Polycarbonate has developed a multilayer structure designed to be used by laminators in conjunction [...]
Polycarbonate exhibits properties that make it ideal for use in transportation applications like aircraft compartment [...]
One question that we are often asked by customers is “can we use the old [...]
De-lamination of transparent armor is an ongoing problem. This blog post aims to explore the [...]
In the final blog post of this trilogy we will discuss Iridescence and how it [...]
Anti-glare coatings are different to anti-reflective coatings. Anti-glare coatings are generally produced using an abrasion [...]
In the last post we discussed how stresses in Polycarbonate can cause the material to [...]
One question that we are often asked about Polycarbonate is what causes the rainbow effect [...]
We are often asked about the difference between bullet resistant windows installed in 24hrs stores [...]
Polycarbonate sheet is extruded by large production lines. The more specialty lines typically extrude 3,000 lbs/hr, [...]
Polycarbonate sheet readily absorbs moisture from the air. Eventually the water content will reach 0.2% [...]
Electronics systems can cause problems by emitting electromagnetic radiation or they can fail to perform [...]
One statement that we often hear is that Polycarbonate is “bullet-proof”. There are two problems with [...]
One question that we are often asked is how can two Polycarbonate sheets be bonded [...]