
This week we will continue our discussion on forming Polycarbonate sheet focusing on Low Temperature Thermoforming.
Low temperature thermoforming takes place between 350 F (177 C) and 370 F (188 C). This type of thermoforming is used for parts that may require high optical quality or have minimal shape change. Unlike high temperature forming, a vacuum or pressure assist is not recommended. Parts formed at low temperature are done by draping the sheet over a mold. The other name for this type of forming is drape forming.
Polycarbonate at these low temperatures will not stretch, but it can be formed into any basic shape that a piece of paper can be formed into, like a cylinder or a cone. Even though it does not stretch at these temperatures, it will shrink. Polycarbonate will shrink roughly 2 to 5%(depending upon the manufacturer) at these temperatures in the machine direction. If you are pre-drilling holes, test your sheet for shrinkage prior to drilling so that the holes will not be out of register.
[Note: HighLine has custom produced sheet for customers with a shrinkage specification of less than 1%].For low temperature forming a hot air circulating oven is essential. Hot air provides better control when heating and ensures that the sheet will not exceed the temperature of the oven. Remember to heat the sheet thoroughly. A sheet that is not heated thoroughly to the core will develop stress and stress can result in part failure.
It is highly unlikely that mark-off will occur at these temperatures. However, if you are making a high optical quality part, here are some tips that may help. Cover a plywood board with cotton flannel fabric or flocked rubber sheeting (flocked rubber will last longer but is harder to find). It is also recommended that you cover the mold with cotton flannel fabric or flocked rubber sheet. Place the covered board with the unmasked sheet into the hot air oven. Below are some suggested heating times based on thickness.
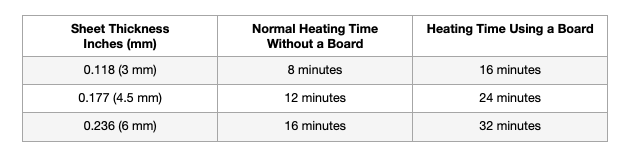
Once the sheet has been heated, slide it from the heating board onto the drape form. The sheet should conform to the mold by its own weight. If it does not, increase the hearing temperature to 370 F (188 C) and the heating time by five minutes. Again, the beauty of a hot air oven is that you can never overheat the sheet, you can only underheat it. IR heat guns are the best way to check that your oven is heating the sheet appropriately.
Sheet at 0.177 inches (4.5 mm) thickness should be fine without having to cover it. If the sheet thickness is over 0.177 inches (4.5 mm) immediately cover it with a cotton flannel blanket. The blanket will allow the heat to escape evenly and helps prevent edge warpage.
And yes, you still have to pre-dry the sheet prior to low temperature forming.
Next week we will discuss Cold forming.
For additional information on Low Temperature Thermoforming of Polycarbonate sheet, contact Liz Grimes – Technical Director, 215-872-3532 / lgrimes@highlinepc.com